A discussion reviewing articles and papers discussing 4IR in Manufacturing
Index
- What do we mean by the terms Industry 4.0 and “the fourth industrial revolution (4IR)”?
- 4IR In Manufacturing – ARE WE READY?
- Current impact of Industry 4.0 – 4IR In Manufacturing
- Looking ahead!
- Introducing smart technologies and new interaction models – 4IR In Manufacturing
- Current adoption of technology-enabled interaction models in SA manufacturing
- Infrastructure obstacles and opportunities (Findings in the Deloitte report)
- Skills obstacles and opportunities (Findings in Deloitte report)
- How are you able to prepare your business for 4IR in manufacturing and Industry 4.0?
- 4IR In Manufacturing and how is this transformation of business achieved?
- CASE STUDY – Integrating the Shop-Floor production with your ERP – 4IR In Manufacturing
- Take advantage of the Cloud
- Become progressively more efficient – 4IR In Manufacturing
- 4IR In Manufacturing and Transforming raw data into summarised graphical presentations
- Conclusion – 4IR In Manufacturing
What do we mean by the terms Industry 4.0 and “the fourth industrial revolution (4IR)”?
In essence, Industry 4.0 or the 4th industrial revolution is happening as physical and virtual worlds connect ever more seamlessly in the world of work. 4IR technologies are emerging that the will allow manufacturers to make and deliver the same goods in totally different ways. These technologies affect the entire manufacturing value chain from raw materials and the supply chain and management of the shop floor itself to the management of the customer relationship.
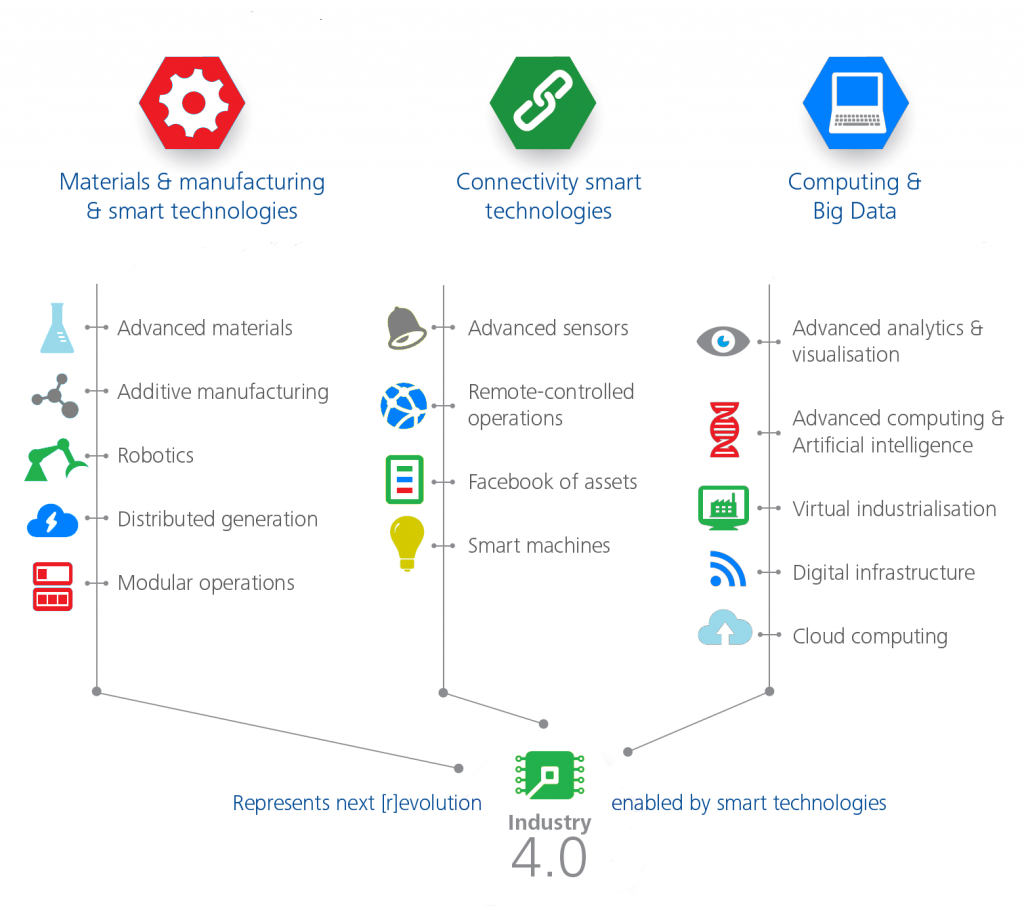
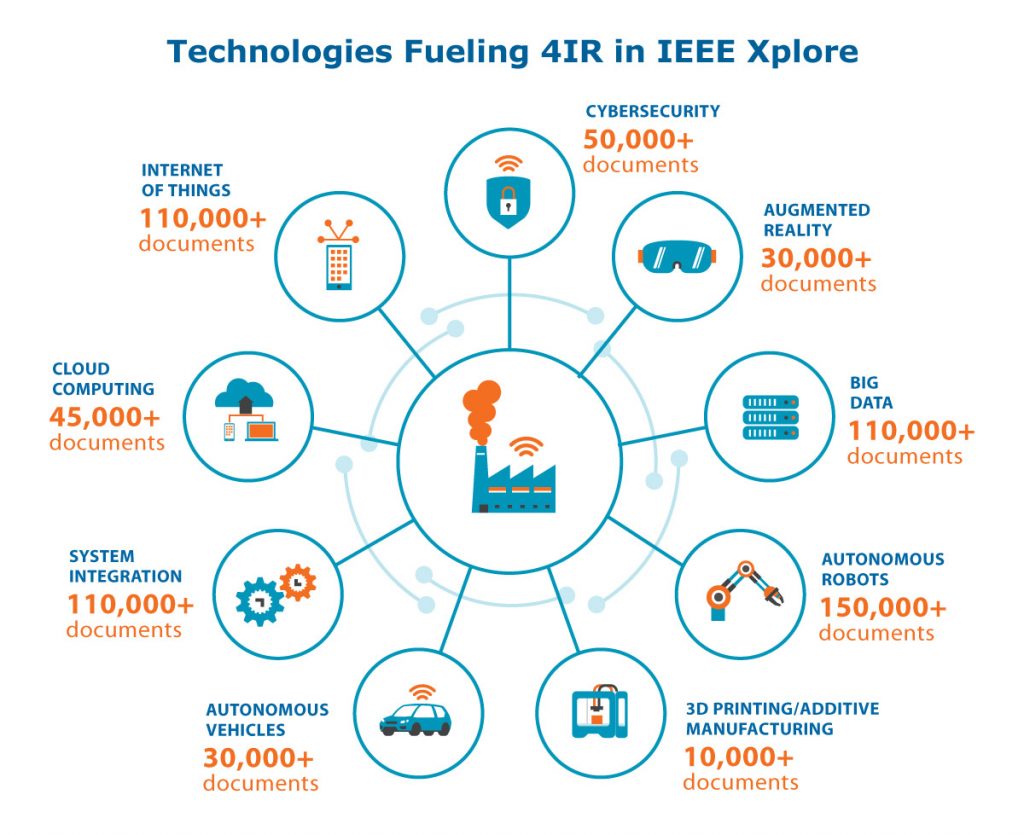
The term ‘industry four.0’ refers to one of a series of commonly accepted successive step-changes in the manufacturing value chain over the last two centuries. The latest step-change in this series “Industry-Four-point-oh” (Industry 4.0) is also referred to as ‘The fourth industrial revolution” (4IR). You may well have heard of several 4IR related terms like ‘internet of things’ (IoT), the ‘industrial internet’ or the ‘internet of everything’, the Internet of Services (IoS), AI and Machine Learning, Big Data, Advanced manufacturing, product life cycle management or the circular economy, and more powerful cheap sensors. This has made possible the rise of smart factories where virtual and physical manufacturing systems interact flexibly often linking suppliers and customers into different stages of the same systems.

Information technology is increasingly being woven into the core of manufacturing and production methods, this would pertain to the 4IR in manufacturing. This inclusion of IT at all phases and each step of manufacturing business goes beyond just automating a procedure using electronics and software that started here in the 1980s. Small software components and small pieces of technology are replacing or removing some of the steps in product manufacture and should be some of the machines and procedures we have come to accept as normal. They are removing the limits we’ve come to accept and making manufacturing more human and allowing richer interactions with customers.
The option of appropriately linking our customers into our systems allows us to get closer to our customers, even including them in the manufacturing procedures. Think of how our interface with Banking systems has changed over the last 20 years. New and better ways of dealing with staff and customers are becoming possible and new business models are emerging.
These innovations “ are increasingly being recognised as advanced and specialised factors of production to complement traditional factors in the manufacturing sector. Evidence of this can be found in international private sector studies and in the global government manufacturing policy discourse which recognises talent-driven innovation and advanced technologies as the most important drivers of manufacturing competitiveness.” – South African Government Department of Science and Technology.
4IR In Manufacturing – ARE WE READY?

Current impact of Industry 4.0 – 4IR In Manufacturing
“In a recent study conducted by Deloitte, the majority of those in the manufacturing industry interviewed believe that this revolution 4IR in Manufacturing will have an ongoing and transforming impact on South African society and especially on manufacturing in this country. “
“There are systemic challenges which we will have to overcome like the prohibitive and destructive cost of network connectivity which cripples the adoption of many communications and connection driven business innovations. These cost dynamics even limit the impact of the strong investments made in wireless connectivity across the country. There is also a reluctance to invest in new knowledge and innovations or to fund investigations within business and industry. “
“The current economic growth environment and some policy uncertainty leave South African manufacturers feeling forced to save costs first and leave innovation till “later”. Not many local applications are available yet, and more innovation is required of leaders awake to the tremendous up-side opportunities before widespread adoption occurs. More incentives are required to drive the development of this part of the economy.”
“That is not to say that Africa does not have several advantages over the more developed economies. South Africa is not weighed down by infrastructure heritage problems and will not face that obstacle should the changes of 4IR in manufacturing be embraced. This gives Africa great potential for leapfrogging over their more developed competitors in adopting specific technologies or exploiting connectedness for competitive advantage. Much of the opportunity to benefit from the changes will be unlocked through government, industries and research establishments working together.”
“It is also well known that manufacturing activity is associated with good economic multipliers and an International Finance Corporation (IFC) study has also shown that the job multiplier effect rises as the manufacturing becomes more sophisticated, from about two for traditional manufacturing to 15 for the most advanced forms of manufacturing…..This correlation is reflected in many studies for example by McKinsey which concludes that the SA economy can grow significantly higher than the current consensus estimates and create millions of new jobs, if led by a globally competitive hub of advanced manufacturing. It is estimated that advanced manufacturing can be a key to growing South Africa’s gross domestic product,” Martin Sanne – CSIR.
Looking ahead!

Introducing smart technologies and new interaction models – 4IR In Manufacturing
Smart technologies that have the potential to transform South African manufacturing include future developments in materials available for use and processes that connect departments and different businesses using advanced computing and benefit from big data analysis. Connecting with customers and suppliers allows for new and beneficial methods of cooperation and interaction (e.g. mass customisation and collaborative consumption).
In a recent study conducted by Deloitte, their respondents indicated a relatively slow but steady adoption of the smart technologies mentioned, but manufacturers expect to be using them in the future. This would help manufacturers realize the potential of 4IR in manufacturing.
Advanced analytics
- The Motor industry is leading the way in South Africa and service industries are increasingly using analytics to improve their self-service offerings.
- Many manufacturers know that they have the foundations in place but are not sure how to collate and make use of all the disparate island of information in their businesses. It is not yet clear for many what benefit they could derive from better managing their data.
- Majority of manufacturers look at the information available in their systems “after something happens” or when triggered by a customer request. They seldom use the data available to pull it into predictive or forward-looking reports or to head off problems before they become serious.
- The information already available and that which will come from adding 4IR technology provides very valuable opportunities for manufacturers to better inform decisions made in the business, to automate progress monitoring and alerting and to improve maintenance planning and execution
Cloud computing
- South Africa has some of the highest-priced, least affordable communications in the world, this is a very significant blockage on the adoption of cloud computing. But as the reliability of the telecommunications infrastructure has improved and wireless and fibre access have extended their reach cloud computing adoption is increasing.
- End users on their cell phone have been the first major beneficiaries especially in their interaction with the financial service industry and through person to person communications.
- Business has been slower than the consumer to adopt cloud solution but that will change over the next very few years. We have already seen Microsoft, Amazon and Google launch South African locations for entering their cloud services. That will significantly cut down the lag time and increase the utility of business cloud solutions.
- Adoption will also speed up as businesses better understand the robust security models and privacy management available in cloud solutions which often improves on that available in the office building bound systems they manage and deploy at present.
Advanced sensors
- There is little use of sensor technology beyond that built into proprietary manufacturing machinery in South Africa yet. Machine to machine systems are not mainstream as yet and there are few early adopters.
- Car manufacturers lead with this technology as well though RFID is making an impact in retail and logistics company with a need to track products moving through their businesses. South Africa has recently seen the introduction in the financial services industry with Tap-n-Go cards.
- Manufacturers are considering the advantages of much-improved monitoring, controlling and tracking in their factories and distribution.
Advanced Robotics
- Car manufacturers are the main South African consumers of this technology, though most robots handle only specific single-use automated tasks and do not provide feedback or interact with other robots, machines or planning systems or with humans except through limited proprietary interfaces.
- The main obstacle is that South Africa is not making the necessary local components or assembling whole systems, That leaves the manufacturing sector facing prohibitive costs of securing and importing robots and their expertise. Cost factors are a prohibitive adoption factor for many South African manufacturers.
Additive Manufacturing (3D printing)
- Many South African businesses wish the main application of 3D printing to be in mass production. At present, it is not suited for that. It works best on producing very low volumes of highly customised items. (see the insert on prosthetics). It also has been successfully applied to scarce parts or those needed urgently but with long lead times.
- 3D printing makes new distribution models possible, by allowing a manufacturer to hold very little stock other than the printing raw material. With now made stock on-hand a very wide range of highly customised articles can be produced usually faster than competing manufacturing processes. This allows a business to operate in smaller premises, have less stock holding related issues and to be closer to their customers eliminating logistics delays and costs.
- In South Africa, the technology is mostly used by business in rapid prototyping, testing of design options or understanding engineering problems better.
- As the cost of the printers and materials comes down adoption is likely to follow cellphones and websites that were also once considered to be luxuries for only a few businesses.
South African manufacturers were also found to be slow in adopting the technology-enabled interaction models that are a key part of the 4IR in manufacturing model. These cover including suppliers and customers into the same systems, systems which span companies. We get this with Takealot.com where we buy from another supplier on their site and track delivery which is carried out by yet another company, all in the one web page.
Current adoption of technology-enabled interaction models in SA manufacturing
Mass customisation
- Most manufacturers in South Africa see mass customisation, like the mass production of highly customised products and services, as infeasible.
- Most manufacturing businesses that do offer customisation do so at a significant premium and only to specialised conditions.
Infrastructure and talent obstacles and opportunities
The challenges presented by South Africa’s infrastructure and the current level of relevant skills in the workforce as sees as the main obstacles in the adoption of local 4IR in manufacturing.
Infrastructure obstacles and opportunities (Findings in the Deloitte report)
IT infrastructure
- Many old and disparate IT systems are in places that need upgrading to be able to handle the speed of change in a new industry 4.0 environment.
- Complexity amongst many South African manufacturers is very high, with different systems in place in different business areas, such as research and development, procurement and purchasing, production, warehousing and logistics, marketing, sales and services.
- However, this is also an opportunity to introduce brand new industry 4.0-ready infrastructure, albeit cost will be a key factor in deciding on replacing and upgrading existing IT infrastructure or replacing them with entirely new systems.
Cyber-risks
- Electricity constraints, e.g. load shedding as well as a lack of stable electricity supply, are big challenges for South African manufacturers and are seen as an obstacle for the digital transformation towards industry 4.0.
- The trend to embrace renewable energy, become completely self-sufficient and get production off the grid.
- Great opportunity to leapfrog with industry 4.0 applications (e.g. smart metering etc.)
Skills obstacles and opportunities (Findings in Deloitte report)
IT skills
- More collaboration in the field of IT skills between the manufacturing industry and the university/educational sector is required.
- Generally, a lot more software/digital skills are needed to support the move towards industry 4.0.
- Global manufacturing companies operating in South Africa are more attractive for the local talent than South African manufacturers.
Mindset
- Mindsets of many manufacturing companies are not fully geared towards industry 4.0 solutions, even though the trend is acknowledged.
- Companies have to deal with the surprisingly high number of technology-averse people within the workforce.
- Different degree of technology-readiness across the different workforce generations (X, Y and soon Z).
How are you able to prepare your business for 4IR in manufacturing and Industry 4.0?
The report outline how they believe South African business will need to change.
Manufacturing business in every department will need to be fully aware of trends and key technologies and make changes quickly. Changing may well turn out to be urgent as sudden changes in legislation or breakthrough technologies could make others much more competitive. To achieve this management teams will need to have a longer-term vision in order to notice and exploit useful innovations.
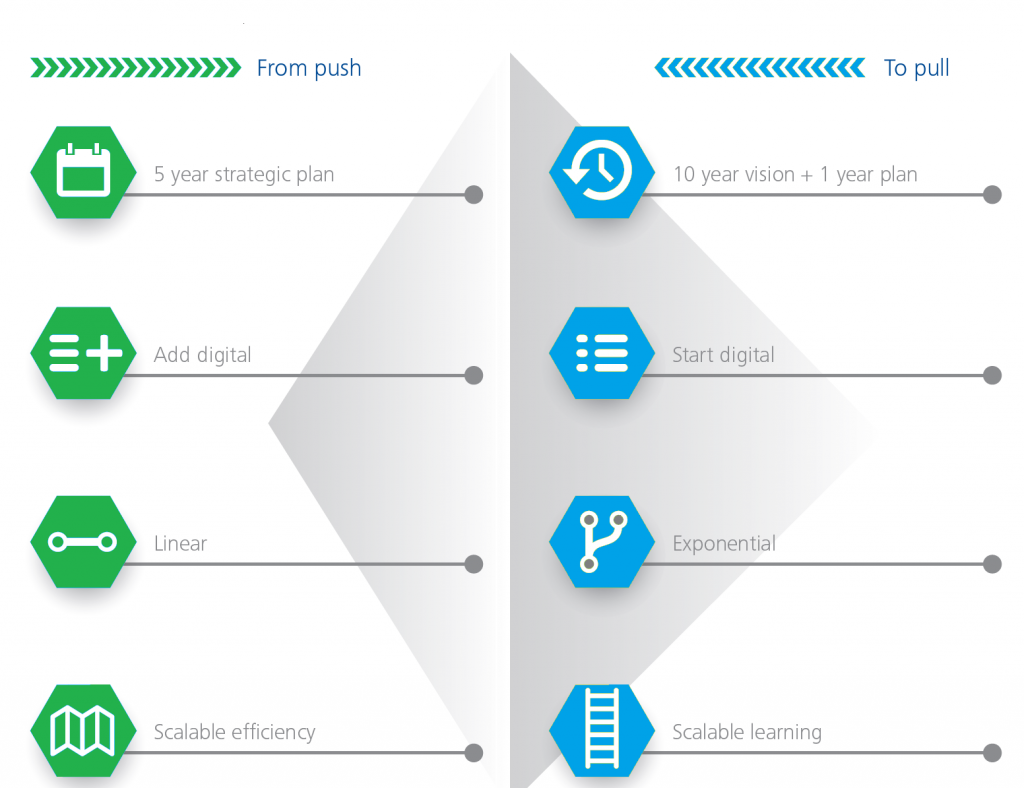
Many of the new ways of doing things will not come from the core management team but from those at the outside edge of manufacturing businesses. Customers, rivals and employees working on the shop floor or customer’s sites are likely to be the first to spot opportunities and threats. These pressures suggest that the business needs to have a rich and useful and up-to-date understanding of its customers and their wants and pressures. Much future growth and sustainability in business will not come purely from inventing new or improved products and pushing them into the market (“PUSH” business model).
Future growth will largely come from getting customers to tell you what they will buy and for how much, your customers coming and asking to do business with you. This will also involve finding out and implementing customer suggestions they are prepared to pay to see implemented (“Pull” business model).
A recent Deloitte study suggested taking these steps to prepare your business to move further to a “Pull” model of business:
Prepare for very rapid change:
- Envision your future environment by keeping up to date with new developments and thinking about how to apply them in your business.
- Retain Urgency and awareness. As you become aware of new developments you may not have long before competitors adopt them and threaten your sustainability so keep moving fast.
- Explore the edges of your business- The business will need a “space” and team to workshop how new developments might be used to the benefit of the bottom line.
Organize your customers into your business (create more pull less push):
- Redesign your workplace. The business may need actual physical areas where creativity and workshops are facilitated, but will also need to encourage different departments to interact ore, by changing policies, practices and actions.
- Tap into the passion in your employees. Manufacturers will need to identify those who are open to the expected changes and those who are resistant to them and manage both groups effectively. It will be vital to nurture the correct attitudes and skills inside the organisation and to bring in the necessary people that may be missing in the team.
- Experiment continuously to find working sustainable business models. Innovation needs to extend from just traditional product improvement and innovation to include possible new business models and collaboration with customers and suppliers.
Find and support changes at the edges of your business:
After becoming more pull orientated and aware of the urgency and the depth and speed of change, and establishing that your teams are ready to participate in the necessary changes, you will be ready for this step.
To be successful in taking advantage of the 4IR in manufacturing a business can follow three commonly attempted change strategies:
- Firstly, change that is driven purely management decisions from the top-down fails due to the built-in change resistance in their organisations. Establishing little innovation departments alienates those left out that isolates those involved. Externalising the change or outsourcing it completely means being unable to benefit from the skills already in the company.
- Experiment continuously: Fail forward – Encourage the edge of your business to adopt the vision of what the new normal could be and to look for ways to achieve it. Support initiatives that work and move (new) people “out” to the edge to support and encourage what is working. Should these initiatives work very well they may become the new core of your business. Shut down whatever does not work quickly and learn from those attempts at change and start new ones swiftly.
- Deal with the immune system in your obligation – Do not bring new initiatives into the core of your business. The core has been designed to work in a particular way and to succeed and achieving specific outcomes. None of what the core is good at is likely to be new ways of doing things, new business models and new procedures. Let the core continue as it may and separately resource any promising edge initiatives.
- Empower partnership and grow your ecosystem. Encourage initiatives and remember to include suppliers and customers.
4IR In Manufacturing and how is this transformation of business achieved?
Integrating Information Technology into every part of the business
- The IT systems will become intertwined with every aspect of the business. IT will increase the degree to which it monitors and controls the machines, assists the people on our teams, informs our customers, and automates the supply chain. This will involve a strategic alignment between business planning and IT integration.
- Over the coming years, as IT becomes more deeply woven into the shop floor manufacturing businesses will see their factories transformed step by step into ”Smart Factories”. Smart factories where the machines provide intelligent input into the manufacturing process and assist those managing them to be more efficient. Factories where customers and suppliers and the manufacturing team are coordinated and cooperating on a scale not possible today.
- IT integration efforts will need to bring the people, the things and the business processes and metrics into a more closely functioning whole. These efforts will need will require an overarching vision to achieve results through standardisation and configurable options, rather than custom, single scenario software product. IT budgets will need to sensibly reflect the cost not only of development and installation but of ongoing maintenance or good initiatives risk becoming obsolete very rapidly.
Where to start?
The starting point is with the systems available today that provide a solid foundation for the coming further integration initiatives. This involves providing tools to the team that support business processes and the daily tasks across the whole business end-to-end. Key initial focus areas will the Enterprise Resource Planning(ERP), Job Shop automation and management, Supply Chain Management (SCM), Customer Relationship Management CRM and remote working and conferencing capabilities.

CASE STUDY – Integrating the Shop-Floor production with your ERP – 4IR In Manufacturing
Overall project
The client, a Made-To-Order hydraulic components manufacturer, wished to eliminate the current cumbersome system for Shop Floor task scheduling, to gain visibility of all Jobs and gain control of the true costing of each piece of work. It was felt that if this could be established it would also be possible to improve customer service communication and satisfaction leading to better client retention and repeat business.
The solution should cover the traditional ERP areas of inventory and financial management and sales, but also extend to the details of tracking of parts and labour costs on each job, Job scheduling and quoting and provide automated progress monitoring and analytics to support management decision making and customer service. The manufacturer chose a solution that integrated the ERP system and Job Shop management with an integrated Workflow driven Quality Management system.
Approach
The project planning and solution design involved and included the workshop team to walk through all the business processes from order acquisition, quotihttps://jobpro.web.za/complex-job-estimates-generated-with-ease/ng, production and delivery – to arrive at a set business requirements specifications, that was followed by system configuration & project planning and then user acceptance testing and data migration.
The solution was introduced in a phased manner with ERP and Job Shop automation sub-systems introduced first with the other systems following close behind. The first release was then enhanced as new useful features and requirements emerged through the change management process with the expert support team.
The service provided support for the business core manufacturing functions and the shop floor, Business management, sales and finance teams.
The CRM implementation was later deployed to complement the sales force functions integrating the latter to the other 2 sub-systems arriving at a holistic enterprise solution that adopted 4IR In Manufacturing concepts . One such example being the shop-floor management having control and visibility of the machine workflow as well as the operator being able to who can ‘see’ jobs in their queue and what the next operation will be.
Value delivered/results
The solution was available to all those on the shop floor to see their daily schedule and track their Activities (operations) as well as reduce quality issues by pre-empting production work re-runs.
Shop floor managers were able to oversee progress, and provide accurate progress feedback, better manage the complexity of fitting in any unforeseen changes necessary to the day plan, all while having real-time visibility of any developing obstacles and bottlenecks.
Shop-floor data capture also provides related-data of the Actual-Time of each job’s Activity (operation) and this is then used to compare against the original Quote estimations done.
Inventory management became further job-driven and stock overages, outages and stock obsolescence were all but eliminated. The JIT principle was complemented by the system to permit material procurement drive by the job.
The job-costing module permits finance and operations team to easily identify loss-making jobs in real-time quickly, not wait until for the month-end run – which helps the business to focus on profit-making standard procedures.
Take advantage of the Cloud

Hosting the systems the business uses “in the cloud” has concrete advantages for the IT department, your onsite team, those of your team working outside the office and for customers and your suppliers. Firstly most IT departments spend more than half of their time resolving issues just to keep systems running and up-to-date. Cloud computing allows the IT department to shift the work ( and outsource the associated risk management) to companies whose only reason for existing is to do exactly these activities (Microsoft, Amazon)
Cloud computing is revolutionising all aspects of IT and the “rules” we have known applying to It investment, security, software development, IT management procedures and staffing requirements. This stems from the delivery of IT “As A Service” (AAS). AAS means delivering and charging for the IT system as a service usually on a subscription basis.
SAAS – Software-as-a-service – no need to buy a license and install software just subscribe and start working.
PAAS – platform-as-a-service this is for you if you do want to install your own software then this provides everything you need to start installing immediately no buying a machine installing prerequisite Operating system like windows and getting security and backup organised -just get going.
Taking advantage of this virtual way of “doing computing” will form an important part of the future systems used in manufacturing.
Become progressively more efficient – 4IR In Manufacturing

Real-time monitoring
One of the major useful impacts of integrating technology, people and shop-floor machines is the ability to add near real-time monitoring, alerting / notifications as well as authorisations to your process automation. Gone are the spreadsheets that need to be updated at the end of each day – the pivot tables that need to be manually adjusted each month, the hours of data capture and the endless rework to fix mistakes or late changes.
Industry .0 technology and processes allow a move to real-time rather than end-of-day or month-end reporting and monitoring cycle and that has a major effect on both worker and supervisory decisions in the hurly-burly of the day’s tasks and problems and strategic decision making in fast-changing times.
4IR In Manufacturing and Transforming raw data into summarised graphical presentations

One mistake some manufacturing teams make when they begin to collect additional data through 4IR In Manufacturing technology is to expose the raw data as is to management. For inciteful decision-making the data that management are presented needs to have been transformed into: truly useful alarms; notifications; and other output forms – to help guide their decision process
Raw data collection is not enough it requires skills to present the data in ways that facilitate worker, supervisor and management understanding in graphics and dashboards. This mandates a layer of abstraction – in the form of graphic technology implementation – to facilitate the presentation in visual summaries that allow drill down from the ’big picture’ to the detail as required.
Workflow Visibility in real-time for 4IR In Manufacturing
The combination of real-time visibility of manufacturing workflow prior to entry to and in the factory – and its presentation in easily interpreted formats – enables fact-based decisions and real-time interventions at all levels in your team. This visibility on an individual job basis is empowering for the shop floor artisan and expert.
Being able to monitor progress in real-time on one or all jobs on the manufacturing floor enable supervisors to minimise the impact of problems and exploit changes of plan that may be possible during the day. This ensures machine and specialised teams spend much less time idle waiting for work and inventory can be kept flowing ton the process to keep jobs moving forward.
Job production visibility allows the sales force sales and other client contact people to keep customers up to date and provides accuracy of estimated-delivery-dates.
Visibility of the job costing and performance data of the manufacturing units allows managers to identify the loss-making jobs and the more profitable ones.
This increasing integration of Integrating IT into your factory and business will provide evermore information about the actual performance of factory equipment, manufacturing processes and team progress and has been likened to switching on the lights in a previously dark or gloomy room.
Improving the efficiency of your machine usage and shop-floor capacity, delivering materials just-in-time to the floor, and achieving a consistent job production process makes a huge impact on the profitability of a manufacturing business.
4IR technologies can do that – it facilitates the continuous improvements of the manufacturing business processes, providing the automation required for those manufacturing business that want to scale up and be Smart.
Conclusion – 4IR In Manufacturing

Moving to a manufacturing business to an Industry 4.0 model, riding the wave of change will be the key differentiator and source of competitive advantage for successful companies. The fourth industrial revolution technologies that are making factories smart are making it possible to do the same things in entirely new ways and to create new products and services with less human interference whilst alerting when the latter human-touch is advisable.
The new technologies we’ve mentioned have the potential to galvanise Research and development, the work on the factory floor, interactions with customers and suppliers and lead to entirely new ways of doing business.
South Africa has the opportunity to adopt fast and leapfrog past its global competitors and use these technologies to re-invigorate the manufacturing sector in our economy. We will need to ensure our mindset in approaching this is one of being ‘makers’, creating unique locally developed cost-effective solutions and not as consumers of value-added elsewhere in the world.
The speed at which this needs to happen means South African manufacturers will need to plan for the longer term, reorganising the business, training their people, and updating their infrastructure and IT.
Achieving the benefits of 4IR In Manufacturing will mean attracting the right talent and adopting the new smart technologies such as ‘internet of things’ (IoT), the Internet of Services (IoS), AI and Machine Learning, Big Data and analytics, Advanced manufacturing, product life cycle management, 3D printing, embedded cheap sensors and robotics).
All of this will involve integrated ERP, CRM and Supply chain management systems which bring far closer collaboration with Customers and Suppliers than is currently the case.
Learning to properly manage the edge of the business and drive innovation and build new businesses through those efforts presents substantial opportunities for South African manufacturing to make a comeback and thrive as the 4th industrial revolution rolls on.
Download our E-book now or sign up for a free consultation.
Can we help you move your business into the fourth industrial revolution contact us today!