Can You Mitigate the Chaos in your Job Shop?
This post looks in more detail at the Manufacturing Job Shop, and advantages of software solutions and where it may be useful.
A manufacturing job shop is a production system where the material flow is subject to the location of the machines. In other words, the parts go to wherever the machine for the next work step is. Often, the machines are arranged in functional groups (i.e., a lathe department, a milling department, a heat-treating oven, assembly stations, and so on).
Each part has a sequence of production steps. These may be different for every part, although often there are groups of parts that have a similar sequence. Some steps have to be done before or after other steps, while other steps are more flexible and the sequence can be varied. For example, if you produce a barrel from a hydraulic cylinder, you probably use a lathe early on. However, if you first drill the hole or mill the grooves makes no difference. The grinding, however, should come at the end.
The part then has to be processed at different machines in line with the job shop production sequence. Often, there is more than one machine available. For example, there may be more than one lathe where the part could be worked on.
A part may also visit a machine more than once. For example, for precision parts there may be multiple washing steps at different times, all done on the same washing machine. Or a metal part may be annealed in an oven multiple times throughout the production sequence.
Overall, the sequence of which part is processed at which machine is usually only loosely defined.
Planning and tracking workflow in your Job Shop
If you are looking for a quick and easy way to effectively plan a job shop, ‘eish’… no such luck! Job shops are almost always a chaotic mess if compared to workflow lines.
However, there are different software modules that allow for you to schedule and Track which part is to be processed at which machine when and by whom. Unfortunately, these plans – which are difficult enough by themselves – are not dynamic and do require your shop-floor foreman / manager to intervene. However what is required is that the foreman is to continuously receiving feedback of of the workflow, given as you know, that your job shop is very sensitive to small changes.
Even comparatively minor changes in the production system can change the sequence of parts at a machine and when problems occur on machine, these delays impact all subsequent parts on this machine , and the latter are then delayed. Other machines waiting for the parts for further processing may be either idle, or – more likely – work on another part that is available. This creates a completely new sequence, which will invalidate the prior planning schedule.
Is there an optimum solution?
To be honest, no! However it does not mean you can not seek significant improvements. By utilizing job operation tracking software on the shop floor you can schedule machine operations, assigning to a machine the operation in some require sequence. And then by tracking the job workflow – the machine operations – receiving feedback from each machine, you can manage the workflow ‘turns’ and flow change variations.
The latter description addresses a very important KPI in a manufacturing job shop:
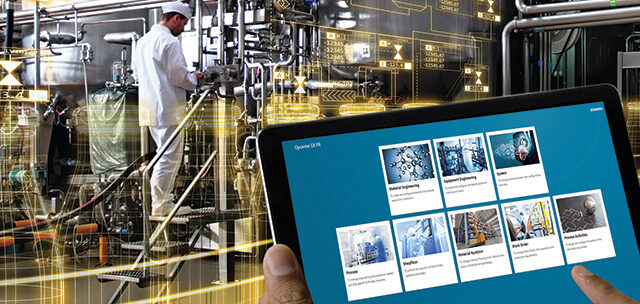
Operator Assignment (i.e., which machine should be manned when) Closely related to machine utilization, can be planned using the software. The Operator at each machine is presented with a view of sequence of jobs and the sequence of Operations on that machine , and as each is completed, the next is lined up. By providing such a view (on their computer screen) these operators(and machines) keep the work flowing in non-chaotic mode. This reduces delays in operator assignment and improves communications.
Download our E-book now or sign up for a free consultation.
Or call us today for a obligation free demo.